First prize of metallurgical science and technology award
Completed by
Liu Yu, Bao Yanping, Huang Yongsheng, Gu Chao, Zhao Yang, Wang Min, Sun Guangtao, Xiao Wei, Chen Tingjun, Zhou Yuan, Mo Binggan, Kunpeng Wang, Cui Hongyan, Xu Xuanxuan and Shen Yan.
Completion unit
Zhongtian Iron and Steel Group Co., Ltd., University of Science and Technology Beijing
Background and significance
"Made in China 2025" focuses on the development of steel for advanced manufacturing basic components: breaking through the key technologies of steel materials, design, manufacture and application evaluation for advanced equipment such as high-performance bearings, gears, tool steel, springs and fasteners, and the domestic self-sufficiency rate of key materials for advanced equipment such as high-efficiency and energy-saving motors, high-end engines, high-speed railways, high-end precision machine tools and high-end automobiles will reach 80% in 2020, and strive to be fully self-sufficient in 2025. Therefore, the improvement of fatigue life, production and evaluation of high-quality bearing steel is an important national technical demand for improving the self-sufficiency rate of key components and materials for advanced equipment.
In recent years, the quality of domestic bearing steel has been greatly improved, and the quality of some bearing steel has reached the international advanced level. But on the whole, improving the quality of bearing steel is still the key link to improve the quality of bearings. At present, the production of bearing steel at home and abroad mainly adopts aluminum deoxidation process. From the perspective of deoxidation mechanism and actual effect, the following problems have occurred while effectively removing dissolved oxygen [O] from molten steel in bearing steel production:
Ultra-low oxygen control is difficult.
It is difficult to effectively control Ds inclusions in steel.
Ti element in molten steel is difficult to control.
Poor fluidity of molten steel
Al2O3 and spinel inclusions in steel seriously affect the fatigue life of bearing steel.
In view of the above problems, Zhongtian Iron and Steel Group Co., Ltd. and University of Science and Technology Beijing jointly developed the technology of non-aluminum deoxidized bearing steel, and its main control ideas are as follows:
Silicon-manganese pre-deoxidation+diffusion deoxidation+vacuum carbon final deoxidation processBecause diffusion deoxidation and vacuum carbon final deoxidation do not produce deoxidation products that pollute molten steel, the cleanliness of molten steel can be effectively improved.
Non-aluminum deoxidation can effectively reduce the content of Ti and other elements affecting steel properties in molten steel.
Optimize the composition of refining slag and reduce the content of Ds inclusions in steel.
Non-aluminum deoxidation process is adopted, which greatly reduces the number of Al2O3 inclusions, improves the fluidity of molten steel, and effectively reduces the number of large particle inclusions.
The size and shape of inclusions in steel are effectively controlled, and the fatigue life is improved.
key technology
1. Low oxygen control technology of bearing steel characterized by non-aluminum combined deoxidation (silicon-manganese pre-deoxidation+diffusion deoxidation+vacuum deoxidation)
(1) Process route
The technological process of Zhongtian non-aluminum deoxidized bearing steel is shown in Figure 1.
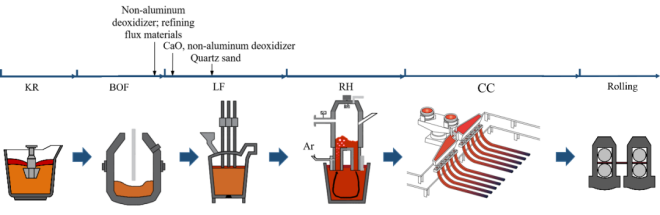
Fig. 1 Production process of Zhongtian non-aluminum deoxidized bearing steel
(2) Pre-oxygen control technology of bearing steel based on silicon-manganese pre-deoxidation and diffusion deoxidation.
Based on the oxygen control technology of bearing steel in the early stage of silicon-manganese pre-deoxidation and diffusion deoxidation, the dissolved oxygen in steel is about 15-20 ppm and the total oxygen content is reduced to about 20 ppm when LF refining leaves the station. During LF refining, the n content is kept below 30 ppm. Low alkalinity slag refining slag is used in LF process, with Al2O3 content of only 3-5% and alkalinity of 0.9-1.5.
(3) Deep deoxidation technology of bearing steel based on vacuum carbon-oxygen balance.
The changes of oxygen and nitrogen contents in RH process are shown in Figure 2. After RH refining, the total oxygen content in steel decreased obviously, and the total oxygen in steel was controlled at 5-9 ppm. N content is kept below 30 ppm during RH refining.
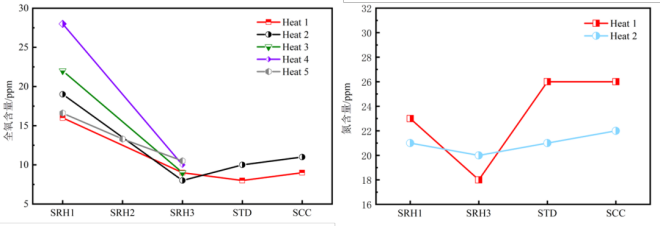
Fig. 2 changes of oxygen and nitrogen content during RH refining in non-aluminum deoxidation process
Through thermodynamic calculation and experimental study, the carbon-oxygen balance of molten steel under different vacuum degrees is shown in Figure 3. When the vacuum degree is 67Pa, carbon becomes a stronger deoxidizer than aluminum. The changes of oxygen and nitrogen contents in the deoxidization experiment of bearing steel in vacuum furnace are shown in Figure 4, and the total oxygen content can be reduced to below 10 ppm. In industrial production, the total oxygen content in RH steel has been stably controlled at 5-9 ppm. In addition, in order to control the splash phenomenon in the vacuum deoxidation process, a step-by-step pressure drop mode is proposed based on the research results of mathematical model and water model, which effectively reduces the splash.
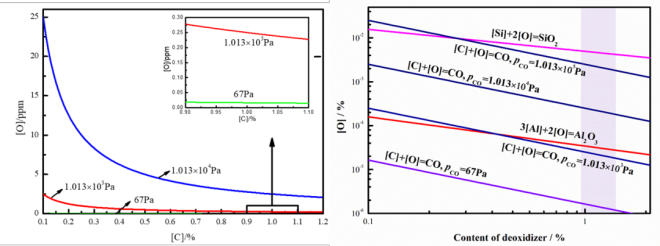
Fig. 3 Carbon-oxygen balance of molten steel under different vacuum degrees
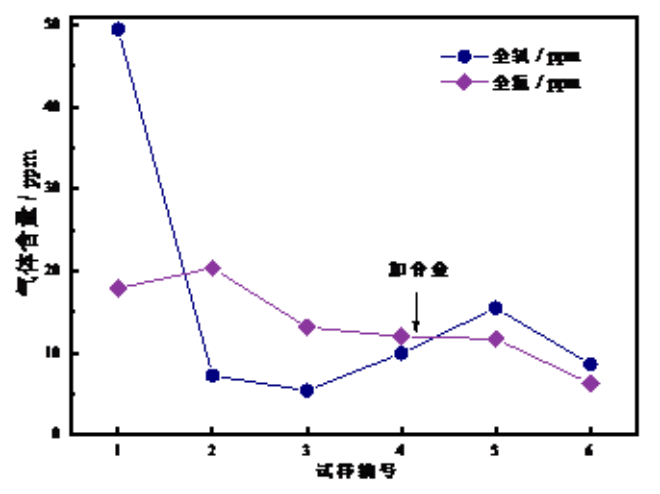
Fig. 4 Changes of oxygen and nitrogen content in bearing steel deoxidation experiment in vacuum furnace.
2. Key technologies of inclusion control and fluidity improvement of non-aluminum deoxidized bearing steel.
(1) control of low alkalinity CaO-Al2O3-SiO2-MgO quaternary slag system
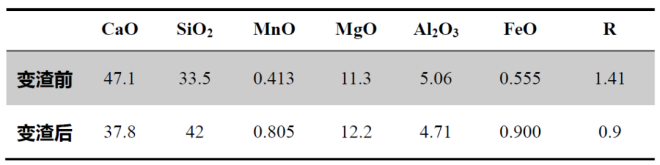
The composition of refining slag in non-aluminum deoxidation process is shown in Table 1, respectively. The basicity of LF refining slag is controlled at about 1, and the content of SiO2 is about 30%. In addition, Al2O3 is much lower than that in aluminum deoxidation process.
Table 1 Composition/wt% of refining slag under slagging process of non-aluminum deoxidation process
As shown in Figure 5, the content of aluminum, titanium and sulfur in non-aluminum deoxidation process steel is 1-8 ppm, 3-8 ppm and 44-76 ppm respectively. (2) The control of key components of molten steel by low alkalinity CaO-Al2O3-SiO2-MgO quaternary slag system.
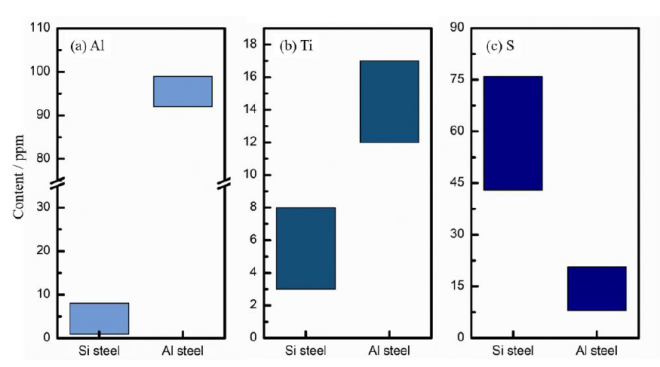
Fig. 5 Comparison of (a)[Al], (b)[Ti] and (c)[S] contents in steel.
(3) System adjustment of bearing steel inclusions
Fig. 6 shows the characteristics of main inclusions in bearing steels with two deoxidation processes. Among the non-aluminum deoxidation bearing steels, the most oxides in the steel are silicates, and most of the inclusions are distributed within the range of less than 10 μm, and the number density of spinel and calcium aluminate inclusions is less than 0.85 /mm2. In aluminum deoxidized bearing steel, the number densities of calcium aluminate, spinel and silicate inclusions are 1.92 /mm2, 1.68 /mm2 and 1.14 /mm2, respectively, and the number of oxides larger than 15 μm is obviously more than that of non-aluminum deoxidized bearing steel.
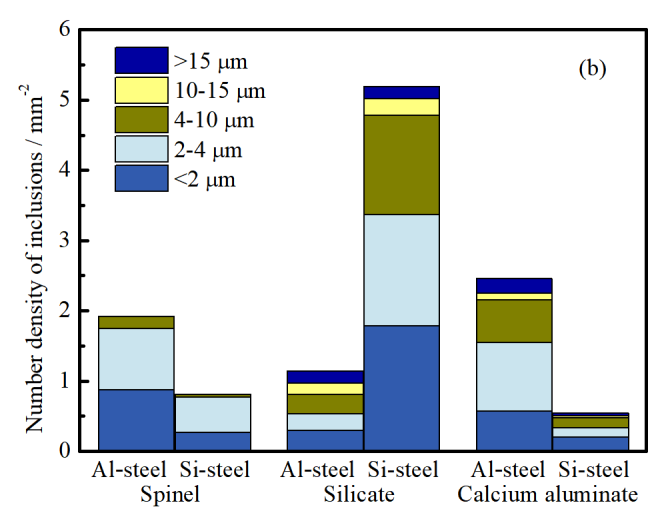
Fig. 6 Size distribution of different types of oxides in aluminum deoxidized and non-aluminum deoxidized bearing steels
(4) Study on the improvement and mechanism of fluidity of non-aluminum deoxidized bearing steel.
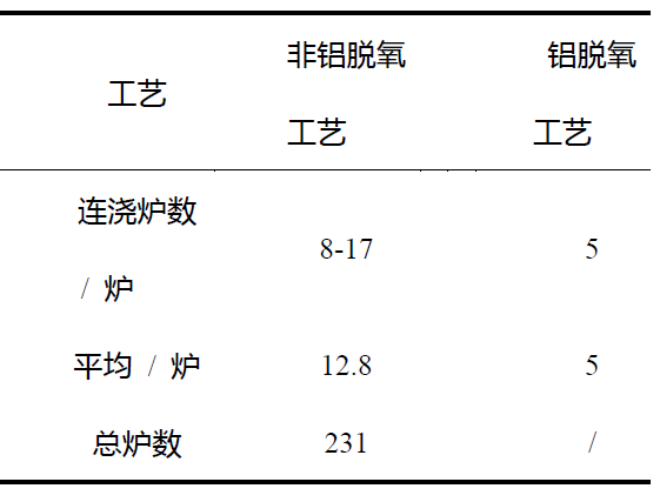
Non-aluminum deoxidation process has obviously improved the castability of molten steel. As shown in Figure 7, after continuous casting for 14 heats in tundish, the liquid level curve of non-aluminum deoxidation process is stable. Table 2 shows the number of continuous casting furnaces of tundish during continuous casting of billet (160 mm×160 mm) under different processes.
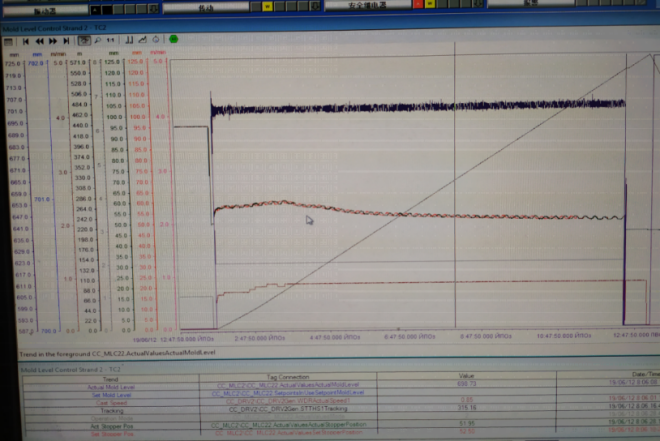
Fig. 7 stopper and liquid level curve after continuous casting for 14 furnaces
Table 2 Comparison of the number of continuous casting furnaces under different processes
(1) The ultrasonic fatigue evaluation method and rolling fatigue verification of bearing steel are established. 3. Inclusion-induced fatigue fracture mechanism and fracture behavior prediction method of non-aluminum deoxidized bearing steel.
In this paper, the ultra-high cycle fatigue test is carried out by using the ultrasonic fatigue test system, and the test frequency reaches 20 kHz, which greatly shortens the test time. A large number of ultra-high cycle fatigue tests have been completed by using this system, and the fatigue life results are consistent with the rolling fatigue test results.
(2) Behavior and mechanism of fatigue fracture induced by different inclusions.
The fatigue performance of non-aluminum deoxidized bearing steel is better than that of Zhongtian aluminum deoxidized bearing steel, and the fracture crack source of non-aluminum deoxidized bearing steel is less induced by inclusions. The fracture crack sources of aluminum deoxidized bearing steel are all calcium aluminate. In addition, the results of rolling contact fatigue test (issued by Luozhou) show that non-aluminum deoxidation is the best, followed by aluminum deoxidation.
(3) Establishment of microstructure fatigue life prediction model.
In order to deeply study the influence of different inclusions on fatigue life, a microscopic model was established based on the mechanical response behavior of the microstructure, and a multi-scale service performance prediction model was formed through the correlation between statistical principles and macro performance, so as to realize the quantitative prediction of crack source and fatigue life. Spherical calcium aluminate inclusions and silicate inclusions with the same size were introduced into the model, and the prediction results showed that it took longer cycles for silicate to initiate fatigue crack source under the same fatigue stress.
Project features and major innovations
"Silicon-manganese pre-deoxidation+diffusion deoxidation+vacuum final deoxidation" non-aluminum combined deoxidation: through vacuum carbon final deoxidation, the total oxygen content in steel is controlled at 5-9ppm, while Ti and other elements in steel are effectively controlled, and the types of inclusions can be effectively controlled;
Inclusion control and fluidity improvement technology of non-aluminum deoxidized bearing steel: using low alkalinity Cao-Al2O3-SiO _ 2-MgO quaternary slag system to control the inclusion composition in the low melting point area, Ds inclusions in steel are effectively controlled, which solves the technical problem of poor castability of billet bearing steel nozzle;
Fatigue fracture mechanism and fracture behavior prediction method of non-aluminum deoxidized bearing steel: With the help of ultrasonic fatigue testing and rolling fatigue detection, the tensile and compressive fatigue life and fracture mechanism of bearing steel were studied, and the microstructure quantitative model of the influence of different inclusions on fatigue performance was established. Based on this model, the influence of main inclusions in bearing steel on fatigue performance was analyzed.
The technology integration and process innovation of high-quality steel production characterized by vacuum final deoxidation are realized: on the one hand, the types of inclusions in steel can be controlled according to the final use of products; On the other hand, through "vacuum final deoxidation", the main source of inclusions-deoxidation products is eliminated from the source, which is very beneficial to the production of clean steel from the process, provides a new way for the production of high-quality steel, and has a good popularization and application prospect in the production of many high-quality steels!
the key technical indexes
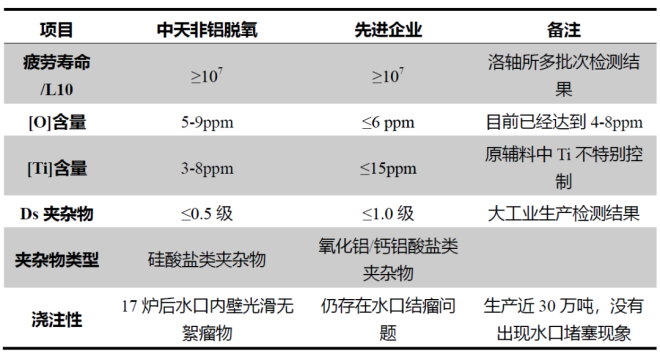
The main technical indicators of this project are shown in Table 3.
Table 3 Main technical indicators
Novelty Retrieval Report and Intellectual Property Rights
The results of the novelty retrieval report of the Science and Technology Development Center of the Ministry of Education on the four technological innovations of this project are as follows: Among the published documents and patents at home and abroad, except for the patents published by the entrusting unit of this novelty retrieval project and the documents published by the person in charge and members of this novelty retrieval project team, there is no one based on the above four innovative technologies. The innovations are as follows:
Hypoxia control technology of "Si-Mn pre-deoxidation+diffusion deoxidation+vacuum deoxidation" non-aluminum combined deoxidation bearing steel
Inclusion control and fluidity improvement technology of non-aluminum deoxidized bearing steel
Inclusion-induced fatigue fracture mechanism and fracture behavior prediction method of non-aluminum deoxidized bearing steel
By integrating the above technologies, the technology integration of bearing steel billet continuous casting and high-speed wire rod one-shot forming is realized, and the process energy consumption and production cost are significantly reduced.
There are 22 articles published on the related achievements of this project, including 13 articles in English, all of which are SCI and 9 articles in Chinese. There are 13 authorized patents, including 13 invention patents.
economic benefits
Zhongtian non-aluminum deoxidized bearing steel (GCr15) process started research and development at the end of 2016, and was officially put into production in 2017. From 2017 to 2022, the total steel output was about 290,000 tons, with an added output value of 1,424,810,300 yuan, new profits and taxes of 445,097,100 yuan, and total income (savings) of 14,605,500 yuan. The rolling bearings such as bearing steel balls, bearing rings, rollers and water pump shafts are widely used in brands such as Ford, Geely, Haval, Datong and Dongfeng.